Mechanism and control technology principles and characteristics of laser welding
The development trend and characteristics of modern vehicles are high-speed operation and lightweight structure. Therefore, higher requirements are put forward for the manufacturing of key structures, such as lightweight, integration, high reliability, long life and low-cost green manufacturing. To this end, high-energy beam welding with high-strength and lightweight titanium alloys, aluminum alloys and other typical structural materials and high-energy density beam as welding heat source to manufacture the overall structure has become one of the advanced manufacturing technology achievements that conform to this development demand. With many advantages, high-energy beam welding manufacturing is known as a new technology with revolutionary changes in material processing and advanced manufacturing technology, especially in the welding manufacturing of key structures of new lightweight alloys. One of the representatives is large and complex titanium alloys and aluminum alloys. High-speed and efficient laser welding manufacturing of ribbed wall panels or cavity structures. Laser is a high-intensity coherent light generated by stimulating the working material based on the principle of stimulated radiation of atoms. In addition to obeying all optical laws like ordinary light, laser also has some characteristics that no other light source has, such as good directionality, high brightness and good monochromaticity. It is the good directionality and high brightness of the laser that constitute the high concentration of energy in space and time. It can be transmitted over extremely long distances and has high energy or high intensity. It can be regarded as an ideal heat source in the field of material processing (including welding). The application of laser as a new energy source has greatly broadened the application field of material processing. Laser welding is one of the important aspects of laser application. Laser welding is a special melting welding method that uses a focused laser beam with high energy density (10^6~10^12 W/cm) as a heat source to heat and melt the workpiece. It is a melting welding based on the photothermal effect, and its premise is that the laser is absorbed by the material and converted into thermal energy required for welding. Generally, different intensities of laser acting on the surface of the material cause different physical phenomena, including surface temperature increase, melting, vaporization, small hole formation, and photoinduced plasma generation. These physical phenomena determine the thermal action mechanism of the welding process, so that laser welding has two welding modes: thermal conduction welding and deep fusion welding. The transition between the two modes mainly depends on the power density of the laser spot acting on the material.
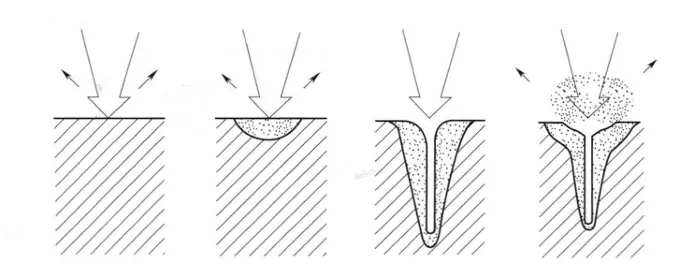
Solid-state heating Surface remelting Pinhole effect Plasma shielding
For a specific material, there is a specific power density threshold (for most steels, the power density threshold is 0.5×10^6~10^7W/cm). When the laser power density acting on the material is lower than the threshold, the laser energy is absorbed by the surface of the material and quickly transferred to the inside of the material, forming a thermally conductive weld with a large width-to-depth ratio. When the laser power density acting on the material is higher than the threshold, the laser energy causes the surface of the material to heat up, melt and vaporize rapidly before the workpiece surface has time to transfer heat to the inside of the material. And with the continued input of laser energy, a small hole is formed along the penetration thickness direction.
The small hole is surrounded by a liquid metal molten pool, and the small hole is filled with high-temperature metal vapor and plasma. The expansion force of the high-temperature metal vapor and plasma works together with the gravity and surface tension of the liquid metal around the small hole to maintain the stable existence of the small hole. The small hole moves along the welding direction, and the rear molten pool quickly cools and solidifies, forming a deep fusion weld with a large depth-to-width ratio. Therefore, the laser welding mode is related to the laser power density and welding line energy that determine the thermal action mechanism. When the laser power density is lower than 10^6W/cm, laser heating is limited to the metal surface, which can reach the melting threshold of most metals, but there is no vaporization. At this time, the metal forms a weld in the thermal conduction welding mode under the continuous action of the laser (sufficient line energy), and the weld formation mechanism is the same as conventional melting welding.
Laser thermal conduction welding is generally used for sealing electronic components and welding ultra-thin materials. When the laser power density is higher than 10^6W/cm, the laser melts and vaporizes the metal instantly. If the line energy is sufficient, the metal vapor force produces tiny holes in the molten metal, and the welding process forms a weld in the deep penetration welding mode with a small hole effect. The deep penetration welding hole is surrounded by the molten pool metal, and the interior is filled with high-temperature metal vapor and plasma, as shown in Figure 6-2. During the welding process, the hole is maintained by the metal vapor force and the balance of the liquid metal gravity and surface tension. The thermal coupling between the laser and the material in the hole is the thermal action mechanism of the laser deep penetration welding mode, which is mainly used for welding structures with a thickness greater than 1mm.
Laser welding technology has developed rapidly in the past few decades, gradually evolving from pulse wave welding to continuous wave, high-power thick plate, and multi-station welding, and has been widely used in aviation, aerospace, automobiles, high-speed railway and other fields. In military aircraft manufacturing, the application of laser welding of aluminum alloys and titanium alloys has grown significantly. These two materials account for more than 60% and 20% of the structural weight respectively in advanced fighter aircraft. Laser welding technology can replace traditional riveting methods, significantly reducing weight, reducing costs and improving material utilization. For example, laser welding of Airbus A380 fuselage panels can reduce weight by 15% and reduce costs by 15%. Domestically, large-scale ribbed wall panel structural welding is becoming more and more popular in aircraft and ship applications. Compared with mechanical processing and riveting methods, laser welding not only saves materials, but also improves the lightweight and manufacturability of components, shortens the processing cycle, and reduces production costs. However, the laser welding process is complex and involves rapid heating, cooling, and material phase changes. Especially for the welding of aluminum alloys and titanium alloys, due to its high reflectivity, high thermal conductivity, and large surface tension, it brings welding quality control and Technical problems such as stability, poor stability of the welding process, immature defect control, and substandard structural appearance are prominent issues. The root cause of these problems is the lack of basic research on the weldability and mechanical properties of titanium alloys and aluminum alloys, which makes it difficult to meet the high reliability requirements of lightweight alloy components such as joint fatigue life and stress deformation control, and there is a large gap with the international level.
Study on laser welding molten pool
Studies have shown that in the welding process, the main factor closely related to the quality of the welded joint is the stable existence of the weld pool, and for the high-energy beam deep penetration welding process, its main manifestation is the stable existence of the “keyhole” in the weld pool. Therefore, the stable welding process of high-energy beam deep penetration welding is a prerequisite for the quality assurance of the welded joint, and to ensure a stable welding process, the basis is the stable existence of the “keyhole” in the welding process. Through the observation of the welding process of electron beam, laser and plasma deep penetration welding and the dissection of the weld, it is found that the welding quality defects are often caused by the instability of the “keyhole” in the weld pool during the welding process. Studies have shown that in the welding process, the main factor closely related to the quality of the welded joint is the stable existence of the weld pool, and for the laser deep penetration welding process, its main manifestation is the stable existence of the “keyhole” in the weld pool. Through experimental research on the laser deep penetration welding process, it is shown that in the laser deep penetration welding process, the stable existence of the “keyhole” and the formation and disappearance of the “keyhole” in the process, the laser welding power, focus position, welding speed, assembly gap and other parameters have a direct impact on the existence state and morphology of the “keyhole”. Therefore, studying and analyzing the influence of different process parameters on the behavior of “keyholes” under laser deep penetration welding conditions, so as to master the influence of different welding process parameters on welding quality, can create good conditions for further realizing welding process and quality control.
The study of heat transfer and fluid flow in the welding molten pool is an important field of basic research in welding technology, and it is also a more complex direction in welding metallurgical simulation. The main physical changes that occur in the welding molten pool include the flow of liquid metal, the transfer of heat in the molten pool, the diffusion and migration of solutes in the molten pool, the melting, evaporation and solidification of metals, and the heat transfer on the free surface. The study of these physical phenomena is related to the study of fluid flow in the welding molten pool. The establishment of the heat transfer and fluid flow model of liquid metal in the molten pool requires the following basic assumptions: the energy distribution of the welding heat source conforms to the Gaussian distribution and the heat transfer coefficient of the heat source is constant; the thermophysical parameters of the welding material are constant, but the thermophysical parameters in the liquid phase and the solid phase are different; the fluid is a laminar incompressible fluid, that is, the fluid is a Newtonian fluid, the material density is a constant, and the Boussinesq approximation is generally adopted; In the late stage of solidification of the welding molten pool, the flow of liquid metal is approximated by the fluid flow model of porous media.
