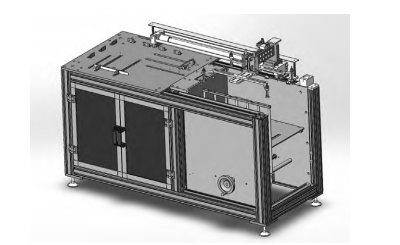
A fim de melhorar a consistência e a taxa de rendimento dos produtos após o corte a laser, é necessário posicionar com exatidão as placas que são carregadas durante o corte. No entanto, como as placas de madeira têm um certo grau de elasticidade e apresentam grandes erros dimensionais e são facilmente deformadas, e as placas são empilhadas em posições aleatórias na caixa de carregamento, o pré-posicionamento é necessário antes do processamento e fixação para garantir a precisão do posicionamento da origem em ângulo reto das placas quadradas ( (Reduzir o erro entre as coordenadas da peça de trabalho e as coordenadas de processamento) e, em seguida, usar a ventosa do robô para agarrar e transportá-la para a área de processamento da máquina de corte a laser. Depois de o manipulador de carga colocar a placa na máquina de corte a laser, a posição da placa também será deslocada devido à deformação por empenamento. Por isso, depois de completar o posicionamento e a recolha, a máquina de corte a laser deve também fixar e apoiar a placa processada para garantir o processo de processamento. Feito com sucesso. O equipamento de corte a laser utiliza principalmente o processamento de estação dupla. Depois de completar a atualização da automação, o objetivo é conseguir uma produção não tripulada de 24 horas e aumentar a capacidade de produção. O ritmo global de processamento da linha de produção flexível de corte a laser não é inferior a 30 s/grupo.
Conceção do hardware do sistema
De acordo com as necessidades e objectivos do projeto, a conceção da estrutura global do sistema está dividida em quatro partes: unidade de pré-posicionamento de carga, unidade de manuseamento do robô industrial [4], ferramentas de corte a laser e unidade de transferência de descarga.
Unidade de pré-posicionamento de carga
Este sistema de linha de produção flexível de corte a laser completa o corte a laser num método de processamento de estação dupla de 2 peças por grupo. Por conseguinte, para garantir a precisão do posicionamento da unidade de manuseamento do robô industrial, a placa de processamento tem de ser processada antes de o robô industrial a agarrar. Fazer o pré-posicionamento. De acordo com os dois processos de pré-posicionamento, a unidade de pré-posicionamento de carga é dividida principalmente em duas áreas. Na área de empilhamento e triagem, a pilha de materiais de placa é primeiro empilhada e classificada, e a pilha de materiais de placa é limitada a um espaço local através do ajuste horizontal da cerca. O manipulador de três eixos completa o movimento de agarrar a ventosa e o movimento para localizar com precisão a área a ser agarrada. A área a ser agarrada é posicionada com precisão e movida horizontalmente através dos mecanismos de limite nas direcções do eixo X e do eixo Y, de modo a que a placa tenha uma origem de coordenadas da peça de trabalho relativamente consistente quando é agarrada pelo robô industrial de seis eixos.
Unidade de manuseamento de robôs industriais
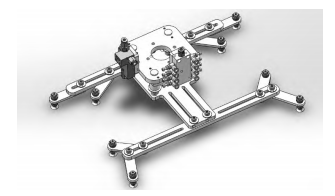
A unidade de manuseamento do robô industrial inclui principalmente duas partes: o corpo do robô industrial de seis eixos e o grampo da ventosa (ver Figura 3). O sinal de controlo do manuseamento do robô industrial de seis eixos é fornecido pela extremidade do PLC. Os sinais de controlo da válvula solenoide correspondentes à sucção e à preensão são também emitidos uniformemente pelo PLC. A ventosa adopta uma estrutura simétrica e contém 8 circuitos pneumáticos, que podem absorver uniformemente todas as posições da placa e agarrar suavemente a placa processada posicionada. Quando o modelo do produto de corte a laser muda Finalmente, a posição da ventosa pode ser ajustada de acordo com as mudanças no tamanho do produto.
Ferramentas de corte a laser
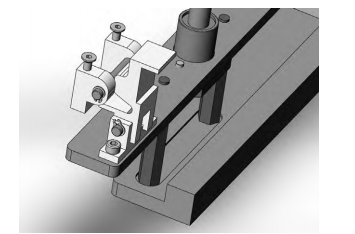
As placas de madeira têm um certo grau de elasticidade e a espessura das placas processadas é fina e fácil de deformar. Depois de o manipulador de carga colocar e posicionar as placas processadas na ferramenta da máquina de corte a laser, se as placas processadas não tiverem uma fixação e um suporte adequados, a placa irá A posição também se deslocará devido à deformação por empenamento, afectando em última análise a precisão da maquinagem. A ferramenta de corte a laser de estação dupla fixa a borda da placa com botões de pressão (ver Figura 4), e pilares multipontos são utilizados na área central para apoiar a placa processada. Tendo em conta que a forma do corte a laser não é fixa, os pilares multiponto responsáveis pelo apoio também podem ser utilizados para ajustar a posição de apoio de forma flexível através da estrutura mecânica para evitar a área de corte a laser. A ferramenta de corte a laser utiliza um cilindro de prensagem de comprimidos para acionar o mecanismo de fixação da fivela de prensagem correspondente. Quando o cilindro se estende, o mecanismo de bloqueio pressiona para baixo para completar a fixação da placa processada; tendo em conta a subsequente ação de apagamento e agarramento, quando o cilindro de prensagem de comprimidos se retrai, o mecanismo de bloqueio deve subir e abrir e deve ser libertado para o exterior da área de processamento, pelo que uma estrutura de gatilho é especialmente concebida na estrutura de fixação do botão de pressão. Quando o cilindro de prensagem do comprimido se retrai, a estrutura do gatilho será pressionada para gerar um momento de viragem para fora. Assegurar que a direção de rotação da fivela de prensagem é libertada após a conclusão do processamento.
Conclusão
O artigo concebeu um sistema flexível de carga e descarga da linha de produção adequado para equipamento de corte a laser, que realiza a automatização e a produção não tripulada do processo de corte a laser de chapas, melhora a precisão do posicionamento do processamento do produto e a consistência dos produtos acabados, e reduz a taxa de refugo. Empresas O efeito da redução de custos e da melhoria da eficiência é óbvio. O sistema de conceção apenas verificou a viabilidade da aplicação do projeto. Os detalhes do processo de corte a laser e o desempenho do robot industrial ainda precisam de ser mais explorados, especialmente na premissa de garantir a precisão do posicionamento do corte a laser em várias estações. A eficiência da fixação, carga e descarga, a maximização da capacidade da linha de produção e a garantia da qualidade do produto são as principais direcções de investigação e objectivos de otimização no futuro.
